 |
English |
Contact Us |
|
English |
Contact Us |

- 회사 소개
인사말주요사업 및 관계사 소개조직도경영이념찾아오시는 길 - 진공브레이징
진공브레이징 시공시공 사례 - 설비현황
진공 열처리로(3실형)진공 열처리로(1실형)헬륨 리크 디텍터수몰식 초음파 탐상 장지 - 견적의뢰
견적의뢰 - 회사PR
공지사항자료실


 시공 사례
시공 사례
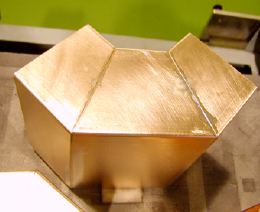
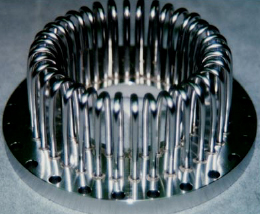
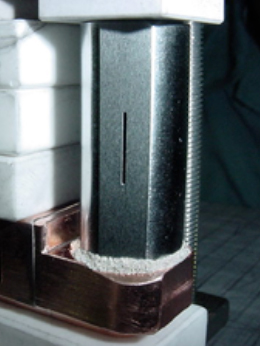
- Al / Al 진공 브레이징 (Fluxless)
• 수냉식 JACKET (160L×80W×30t, Al-Si계열 Brazing Filler Metal 사용)
• He LEAK TEST : 1.0×10-10 Pa ㎥/sec 이하
• 인장강도 : 97 MPa (모재 파열)
• He LEAK TEST : 1.0×10-10 Pa ㎥/sec 이하
• 인장강도 : 97 MPa (모재 파열)
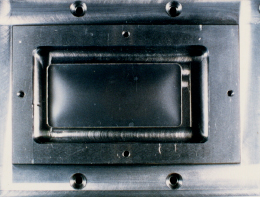
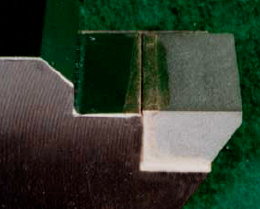
• 수냉식 JACKET 단면
• 브레이징 계면
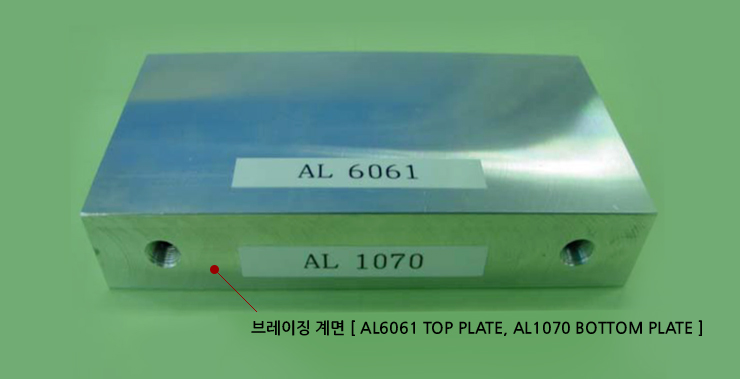
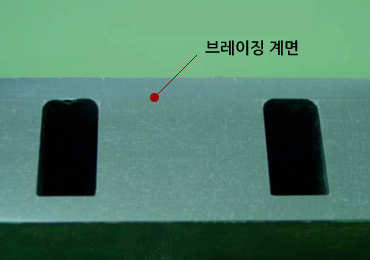
- Al합금 [ Al1000계, Al6000계 ]의 진공 브레이징
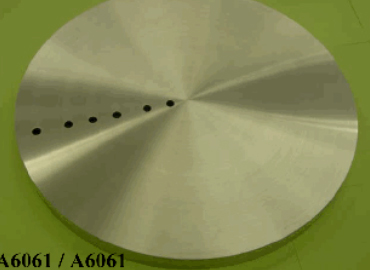
• [ φ400×5t, 20t, 5t / 3층 브레이징 ]
모재 재질 Al6061 / Al6061
모재 재질 Al6061 / Al6061
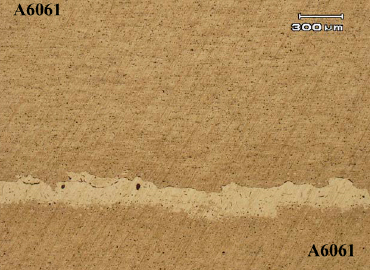
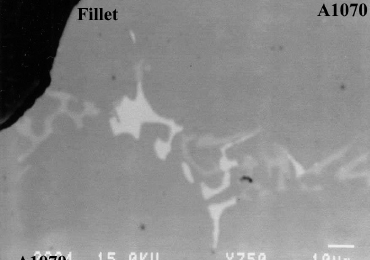
• 브레이징 단면 조직 확대 사진

• UT 탐상 검사 결과 화상 (재질 Al6061)
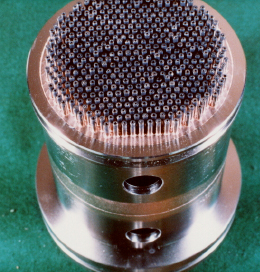
- 진공 브레이징으로 제작합니다.
- He 리크량 : 1.3×10-10 Pa ㎥/sec 이하
- 용도 : 반도체 장비의 ESC, Heater 등의 Al JACKET
-
당사 시험 데이터 (전단강도)
- Al1100 / Al1100 : 약3.5kgf/㎟
- Al6061 / Al6061 : 약9.0kgf/㎟ -
UT탐상장치 :
접합부의 밀착성(결함 등)을 초음파로 상온&수중에서 검사 가능합니다.
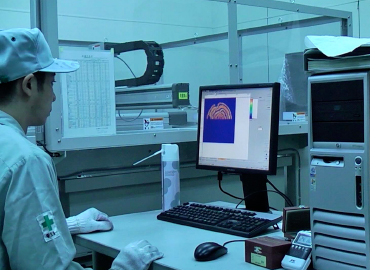
• UT 탐상장치 (보유가동중)
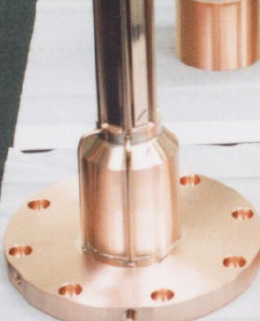
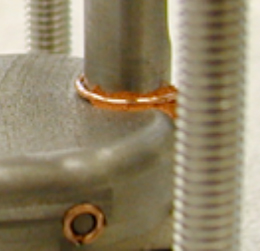
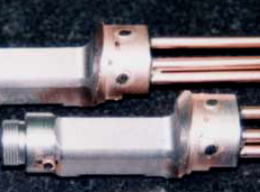
- Cu 제품의 진공 브레이징

-
적용 가능한 재료
동 - 무산소동(C1020), 인탈산동, 전자관용 무산소동, 알루미나 분산동(특수시공)
동합금 - 베릴륨동, 크롬동, 인청동, 백동(큐프로니켈) -
적용 불가능한 재료
동 - 타프피치동
동합금 - 아연, 납, 알루미늄을 포함한 동합금 -
은 브레이징 - V1008 (M.P : 780℃)
양호한 접합부를 얻을 수 있어, 현재 가장 많이 이용되고 있습니다.
유동성이 상당히 우수하여, 브레이징시의 클리어런스 및 조립 형태의 관리가 중요합니다. (선재, 박막) -
은 브레이징 - V1008-T (M.P : 800℃) (박막, 파우더), - V1018 (M.P : 720℃) (선재, 박막)
스텝 브레이징 용으로 사용됩니다. (단독 사용도 가능합니다.) -
니켈 브레이징 - V4-BNi-2 (M.P : 1000℃) (파우더, 박막, 시트), - V4-BNi-7 (M.P : 890℃) (파우더, 박막)
고온 분위기에서 사용되는 특별한 경우나, 스텝 브레이징에 사용됩니다. -
금 브레이징 - V-BAu-4 (M.P : 950℃)
양호한 접합부를 얻을 수 있으나, 상당히 고가이므로 내열, 내식, 고진공에서
사용하는 부품 등, 특별한 경우에 사용됩니다. (선재, 박막) - 팔라듐 브레이징 금 납재의 대체품으로 사용됩니다.



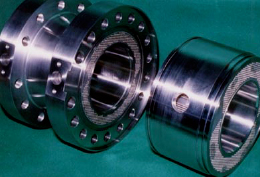
- SUS 제품의 진공 브레이징
-
동 브레이징 - V54 (M.P : 1083℃)
납재의 침투성이 상당히 높아, 일반적인 브레이징 외에도 섬세한 브레이징에 최적의 납재입니다.
비용도 경제적입니다. (선재, 박막, 파우더, 페이스트) -
동·니켈·망간 브레이징 - V77-24N9 (M.P : 960℃)
납재의 침투성이 양호합니다. 동납재에 비하여 브레이징 온도가 100℃ 낮고,
고용화 온도에서도 브레이징이 가능합니다. (선재, 박막) -

은 브레이징(Ni-Mn함유) - V1008-2M (M.P : 800℃)
Ni 도금없이 SUS 브레이징이 가능합니다.
도금을 할 수 없는 경우에 사용됩니다. (선재, 박막) -
니켈 브레이징 - V4-BNi-2 (M.P : 1000℃)
내식·내열·고강도의 브레이징이 가능합니다.
고용화 온도에서 브레이징됩니다.
Ni 브레이징에서 현재 가장 많이 사용되는 납재입니다. (선재, 박막) -
니켈 브레이징 - V4-BNi-5 (M.P : 1135℃)
내식성·내열성·Boron free의 납재로, 고온 분위기 및 부식 환경에서 사용되는
부품의 브레이징이나, 원자력 관계 부품의 브레이징에 사용됩니다.
또, 스텝 브레이징에도 사용됩니다. (파우더, 박막, 시트) -
니켈 브레이징 - V4-BNi-7 (M.P : 890℃)
유동성이 좋아 낮은 온도에서의 브레이징이 가능하고,모재가 얇아 합금화에 의한
용단현상의 위험이 있는 경우나, 온도의 제약을 받는 경우에 사용됩니다.
또, 스텝브레이징에도 사용됩니다. (파우더, 박막)
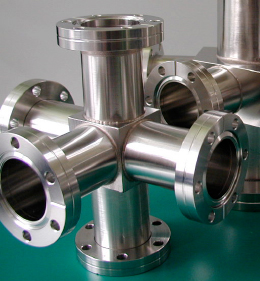
- SUS 제품의 진공 브레이징
-
동 브레이징 - V54 (M.P : 1083℃)
Mo-Mo / Mo - SUS의 브레이징에 사용 (선재, 박막, 파우더)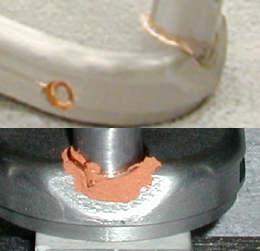
-
은 브레이징 - V1008-T (M.P : 800℃)
Mo-Mo / Mo - Cu / Mo - SUS의 브레이징에 사용
(선재, 박막, 파우더) -

금 브레이징 - V-BAu-4 (M.P : 950℃)
Mo, Ta, Nb-이종금속(Cu, SUS)의 브레이징에 사용
(선재, 박막) -
니켈 브레이징
- V4-BNi-2 (M.P : 1000℃)
- V4-BNi-5 (M.P : 1135℃)
- V4-BNi-7 (M.P : 890℃)
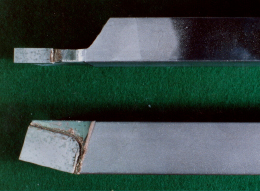
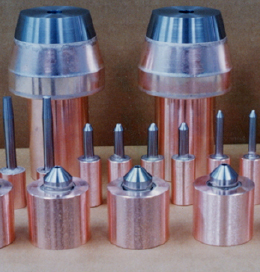
- 초경(텅스텐)의 진공 브레이징
-
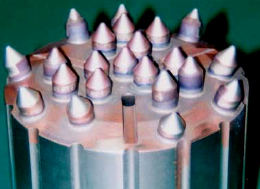
동 브레이징 - V54 (M.P : 1083℃)
납재의 침투성이 상당히 높고, 내열성, 내충격성이 뛰어납니다.
초경(텅스텐)에 대한 반응성이 양호합니다.
저비용으로 경제적입니다.
(선재, 박막, 파우더) -
동-니켈-망간 브레이징 - V77-24N9 (M.P : 960℃)
납재의 침투성이 양호하고, 초경(텅스텐)에 대한 반응성이 좋습니다.
은납재보다 고온강도가 뛰어납니다.
동-Mn-Ni계 납재 중에서 가장 융점이 높습니다.
<모재 열처리 온도를 기준으로 납재를 선택합니다> (선재, 박막) -
동-니켈-망간 브레이징
- V77-28N2 (M.P : 930℃)(파우더)
- V77-38N9 (M.P : 920℃)(선재, 박막) -

동-망간 브레이징 - V77-30 (M.P : 880℃)
동-Mn계 납재 중에서 가장 융점이 낮습니다.
초경(텅스텐)에 대한 반응성이 양호합니다.
은납재보다도 고온강도가 뛰어납니다. (선재) -

은 브레이징 - V1008 (M.P : 780℃)
초경(텅스텐)에 Ni도금을 하여, 브레이징합니다.
브레이징부의 Ni도금층은, 납재와 합금화되어, 박리되지 않기 때문에 도금이 불가한 곳은
마스킹이 필요합니다. 브레이징을 할 때에, 초경과 모재 사이에 완충용 동판을
끼워넣는 경우에는, 은납재를 추천합니다. (선재, 박막, 파우더) -
은 브레이징(Ni-Mn함유) - V1008-2M (M.P : 800℃)
무도금으로도 초경·텅스텐 브레이징이 가능합니다. 자사 개발 납재이며,
텅스텐 전극의 브레이징에 자주 사용됩니다.
(선재, 박막)